





在模锻锤上锻造成形零件时,一般采用整体模具多模膛模锻(拔长、滚挤、预锻、终锻等)。在热模锻压力机上锻造成形零件时,要先在辊锻机或其他设备上进行拔长、滚挤等制坯工步,然后在热模锻压力机上进行预锻及终锻。由于摩擦压力机不适合多模膛模锻,因此锻造成形零件时也要先在其他设备上进行制坯工步,预锻及终锻时一般也需要分别在两台设备上完成。连杆冷校正一般在摩擦压力机或液压机上进行。连杆冷精压一般在精压机、液压机或摩擦压力机上进行。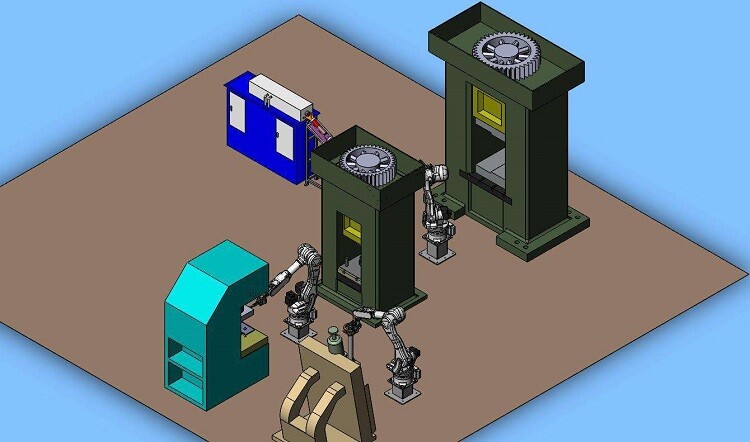
自由锻。或在锻造设备的上、下砧铁之间直接对坯料施加外力,使坯料产生变形而获得所需的几何形状及内部质量的锻件的加工方法。 采用自由锻方法生产的锻件称为 自由锻件。自由锻都是以生产批量不大的锻件为主,采用锻锤、液压机等锻造设备对坯料进行成形加工,获得合格锻件。 自由锻的基本工序包括镦粗、拔长、冲孔、切割、弯曲、扭转、错移及锻接等。自由锻采取的都是热锻方式。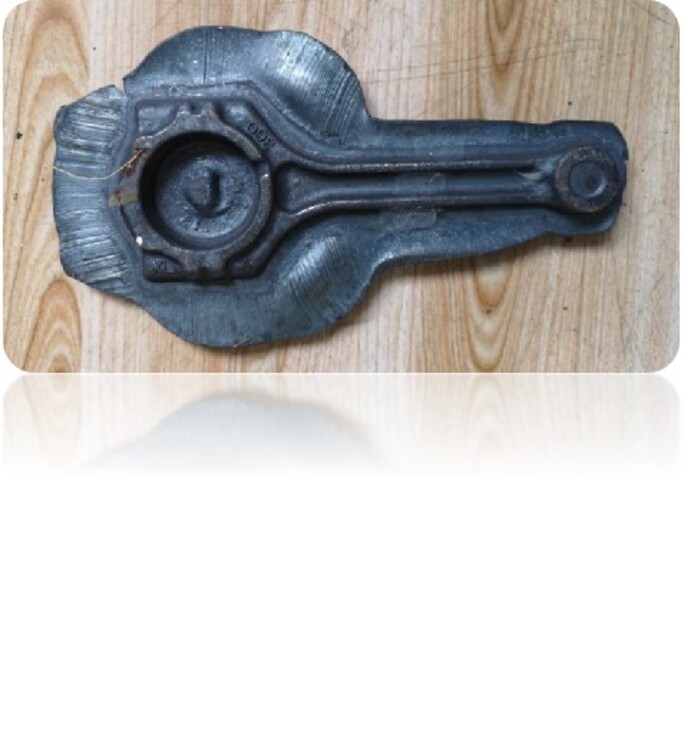
与铸件相比,金属经过锻造加工后能改善其组织结构和力学性能。铸造组织经过锻造方法热加工变形后由于金属的变形和再结晶,使原来的粗大枝晶和柱状晶粒变为晶粒较细、大小均匀的等轴再结晶组织,使钢锭内原有的偏析、疏松、气孔、夹渣等压实和焊合,其组织变得更加紧密,提高了金属的塑性和力学性能。
联系我时,请说是在黄页88网廊坊锻造加工栏目上看到的,谢谢!