甘肃德国西格里石墨8340各向同性石墨,高纯石墨块
石墨电极和铜电极相比的性
石墨电极的优点是加工较容易,EDM(电火花)时金属去除率高,以及石墨损耗小。故此,越来越多的模具厂放弃使用铜电极而改用石墨电极。那么,石墨到底有哪些优势呢?
1.石墨的比重是铜的1/5,同等体积石墨的重量相对铜要轻5倍。铜制作成的大型电极由于太重,在长期电火花时对EDM机床主轴精度非常不利。而石墨则不会,而且搬运也非常安全!
2.石墨可以有很高的加工速度,一般石墨的加工速度较普通金属快35倍。而且选择硬度合适的刀具和石墨,可减少刀具的磨损和电极的损耗。
3.石墨成型容易且不会变形,有些形状的电极用铜不易制作而用石墨能轻易达到。如:薄片电极,铜在机加工和EDM时容易变形,而石墨却能很容易的达到,且石墨在EDM时可以用较大的电流和加工速度,不用担心因温度过高产生变形而使工件受到损坏。
4.石墨的修整和抛光,一般情况下石墨在加工完成后不需要进行抛光处理。这也减少了电极在成型后的精度误差和缩短了生产周期。
5.石墨的EDM(电火花)速度快而损耗小。因为铜的熔点是1083℃,而EDM时的温度在1100℃,铜电极在EDM后相对容易消耗和磨损。而石墨在3550℃才会出现升华,只要配合好合理的加工参数,石墨电极可以做到理论意义上的零损耗。从而避免了电极重复加工的次数。
6.在电极的设计和编程方面,石墨电极的设计也不同。许多模具厂通常在铜电极的粗加工和精加工有不同的预留量,而石墨电极则可以使用相同的预留量,这减少了CAD/CAM的工作量和机器加工的次数。单是这个原因就足以缩短模具的设计和加工周期,而且也减少加工中了出错的概率。
石墨具有以下铜无法比拟的特性:
加工速度:高速铣粗加工较铜块3倍;高速铣精加工较铜块5倍
可加工性好,能实现复杂的几何造型
重量轻,密度不足铜的1/4,电极容易夹持
可减少单个电极的数量,因为可捆绑做成组合电极
热稳定性好,不变形无加工毛刺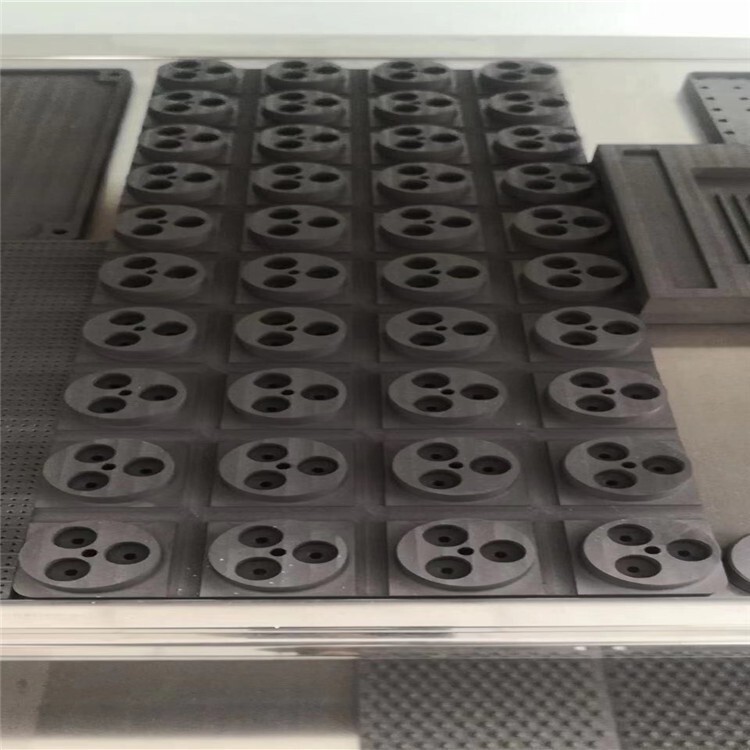
石墨在工业上运用极广,几乎每个行业都会用到。工业上多用的是人造石墨,也就是特种石墨。按其成型的方式可分为以下几种。
1、等静压石墨。也就是很多人叫的三高石墨,但是并不是三高就是等静压。 2、模压石墨
3、挤压石墨,多为电极材料。 其中按石墨的颗粒度分,也可分为:细节构石墨、中粗石墨(一般的颗粒度在0.8mm左右)、还有就是电极石墨(2-4mm)。
石墨由于其特殊结构,而具有如下特殊性质:
(1) 耐高温型:石墨的熔点为3850±50℃,沸点为4250℃,即使经温电弧灼烧,重量的损失很小,热膨胀系数也很小。石墨强度随温度提高而加强,在2000℃时,石墨强度提高一倍。
(2) 导电、导热性:石墨的导电性比一般非金属矿高一百倍。导热性超过钢、铁、铅等金属材料。导热系数随温度升高而降低,甚至在的温度下,石墨成绝热体。 石墨能够导电是因为石墨中每个碳原子与其他碳原子只形成3个共价键,每个碳原子仍然保留1个自由电子来传输电荷。
(3) 润滑性:石墨的润滑性能取决于石墨鳞片的大小,鳞片越大,摩擦系数越小,润滑性能越好。
(4) 化学稳定性:石墨在常温下有良好的化学稳定性,能耐酸、耐碱和耐有机溶剂的腐蚀。
(5) 可塑性:石墨的韧性好,可碾成很薄的薄片。
(6) 抗热震性:石墨在常温下使用时能经受住温度的剧烈变化而不致破坏,温度突变时,石墨的体积变化不大,不会产生裂纹。
1、石墨:高的密度使得精密加工,具备了良好的导热性能,其导热效果明显优于模压石墨;
2、石墨外表有特制的釉层和致密的成型材料,大大提高了产品的耐腐蚀性能,延长其使用寿命;
3、石墨中的石墨成分全部采用天然石墨粉,导热性非常好。石墨加热后不可立刻将其置于冷的金属桌面上,以避免它因急剧冷却而破裂。
石墨按性能及强化类型归类:石墨、耐氧性石墨、耐高温性石墨、导电材料石墨,耐磨性石墨等。
石墨类号:
1:等静压石墨:表示高纯产品灰分含量≤5ppm及向同性的精细石墨材料,具有的性价比,同时兼具较高的金属切除率和放电速度,为大型型腔电极材料的。(以上记数值为代表性特征,不是值;关于材料的选定要与本公司相关担当进行商谈。
2:模压石墨:表示产品具有良好的导电性能、耐高温、耐腐蚀、高纯度、自、抗热震、各向同性、易于精密机加工等优良特点。模压石墨广泛应用、太阳能光伏与半导体、连铸、硬质合金和电子模具烧结、电火花、玻璃、等行业。
应用在以下行业:
1.宇航工业:热等静压炉,热处理,烧结,钎焊,热压炉
2.半导体行业:拉制硅单晶炉,镓砷产品用炉
3.金属热处理:热处理炉,烧结炉,钎焊炉
4.炭纤维生产:感应加热或者电阻加热的炭化炉,石墨化炉
5.复合材料生产:热解炭和热解石墨化学气相沉积,或其他材质的复合材料
6.能源材料:钒或其他氧化还原电池用材