产品别名 |
波纹管 |
面向地区 |
挤出焊接的是利用分子热运动的基本原理,通过挤出焊枪将PE焊条加热(使焊条从固态变成了粘流体)并挤出。同时焊枪上配置的热风枪加热被焊PE管的待焊面,经外力作用,接缝两端的PE材料相互粘合,使彼此间得到了好的扩散和相互缠绕,将钢带管材连接为一体,从而达到焊接的效果。
双面焊接,对管径大于800mm的管材,一般应进行内外双面焊接。焊接工艺,根据环境条件设定熔料和热风温度;对熔料保持的焊接压力;有相应缓慢的冷却时间。总之, 所有焊接工艺及操作要求应按管材生产厂提供的焊接工艺及操作要求进行。
工作时在内部压力的作用下沿管子长度方向伸长,使活动端产生与压力成一定关系的位移。活动端带动指针即可直接指示压力的大小。波纹管常常与位移传感器组合起来构成输出为电量的压力传感器,有时也用作隔离元件。由于波纹管的伸展要求较大的容积变化,因此它的响应速度低于波登管。波纹管适于测量低压。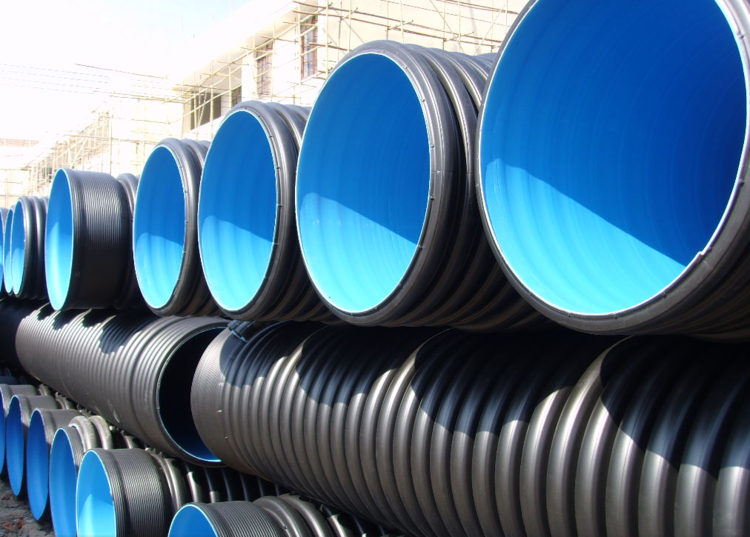
使金属波纹管或其它弹性元件产生单位位移所需要的载荷值称为元件的刚度,一般用“K”表示。如果元件的弹性特性是非线性的,则刚度不再是常数,而是随着载荷的增大发生变化。一般工程用的波纹管类弹性元件,刚度允差可限定在+/-50%之内。波纹管的刚度按照载荷及位移性质不同,分为轴向刚度、弯曲刚度、扭转刚度等。在波纹管的应用中,绝大多数的受力情况是轴向载荷,位移方式为线位移。
在使用过程中,对刚度要求较大,而金属波纹管本身刚度又较小时,可以考虑在波纹管的内腔或外部配置圆柱螺旋弹簧。这样不仅可以提高整个弹性系统的刚度,而且迟滞引起的误差也可以大为减小。这种弹性系统的弹性性能主要取决于弹簧的特性和波纹管有效面积的稳定性。
波纹管在工作时,有的承受内压,有的承受外压,例如波纹膨胀节和金属软管在多数情况下其波纹管承受内压,而用于阀门阀杆密封的波纹管一般情况下承受外压在这里主要分析波纹管承受内压时的应力,波纹管承受外压的能力一般情况下耐内压能力。