





关键词 |
H型钢质量好,兰州H型钢,h型钢强度H型钢,h型钢理算H型钢 |
面向地区 |
品牌 |
唐钢 |
|
厂家 |
唐钢 |
规格 |
250*125*6*9 |
仓库电话 |
其它 |
德标IPB450H型钢截面尺寸450*300
德标H型钢根据不同用途合理分配截面尺寸的高宽比,IPB450尺寸450*300*14,材质是S355JR具有优良的力学性能和的使用性能。
IPBL160德标H型钢S355J0-12米标准长度
本工艺标准适用于钢结构工程中H型梁、柱及轻钢结构中变形截面H型梁的制作。
施工准备
2.1主要材料
(1) 钢材的品种、规格、性能应符合设计要求和国家现行有关产品标准的规定;进口钢材产品的质量应符合设计和合同规定的要求;均应具有产品质量合格文件。材料进厂后,公司检测中心应及时对钢材的表面质量、化学成分及机械性能进行检验。钢材进入车间时,应对其规格、表面质量进行复查合格后方可施工。
(2) 焊接材料包括焊条、焊丝、焊剂和焊接保护气体等;均具有产品质量合格文件及产品使用说明书等。
①焊条应符合国家现行标准《碳钢焊条》GB/T5117、《低合金钢焊条》GB/T5118的规定;
②焊丝和焊剂:埋弧自动焊和气体保护焊焊丝的各项性能指标,应分别符合《埋弧焊用碳钢焊丝和焊剂》GB/T5293、《埋弧焊用低合金钢焊丝和焊剂》GB/12470、《熔化焊用钢丝》GB/T14957《气体保护焊用焊丝》GB/T8110的各项规定。被选用的焊丝牌号与相应的钢材等级、焊剂和保护气体的成分相匹配。
2.2 配套材料: 引弧、引出板、定位板等。
2.3 主要机具:H型钢组立机、组装胎架、定位焊用焊机、砂磨机、烤、割炬、碳刨钳等。
2.4 主要量具:钢尺、平尺、塞尺、角尺、焊缝量规等。
2.5 审查设计图纸:对图中的结构构件种类、数量、材质、各构件相互关系及接头的细部 尺寸进行认真核对,复杂的构件需放样审查。做好技术质量交底工作。
2.6绘制加工工艺图:以设计图纸为依据,编制详细的加工工艺图图纸。该图纸包括材质、材料规格、材料拼接、加工工艺要求、构件加工精度和焊接、收缩预留量。
2.7备料:根据加工工艺图计算各种材料,不同材质、不同规格型号的净用量。钢材用量应包括工艺损耗和非工艺损耗。焊接材料均附有质量书,并符合设计要求和国家规定标准。焊条型号与主体金属相匹配。
2.8 钢材在轧制、运输、装卸、堆放过程中,产生的表面不平、弯曲、扭曲等变形超过技术规定的范围时,在划线下料前进行矫正,多采用机械矫正,矫正机械多是滚板机。
德标H型钢IPB100规格100*100*6 IPB100德标H型钢
德标H型钢IPB120规格120*120*6.5IPB120德标H型钢
德标H型钢IPB140 规格140*140*7IPB140德标H型钢
德标H型钢IPB160规格160*160*8IPB160德标H型钢
德标H型钢IPB180 规格180*180*8.5IPB180德标H型钢
德标H型钢IPB200 规格200*200*9IPB200德标H型钢
德标H型钢IPB220 规格220*220*9.5IPB220德标H型钢
德标H型钢IPB240 规格240*240*10IPB240德标H型钢
德标H型钢IPB260 规格260*260*1 IPB260德标H型钢
德标H型钢IPB280规格280*280*10.5 IPB280德标H型钢
德标H型钢IPB300规格300*300*11 IPB300德标H型钢
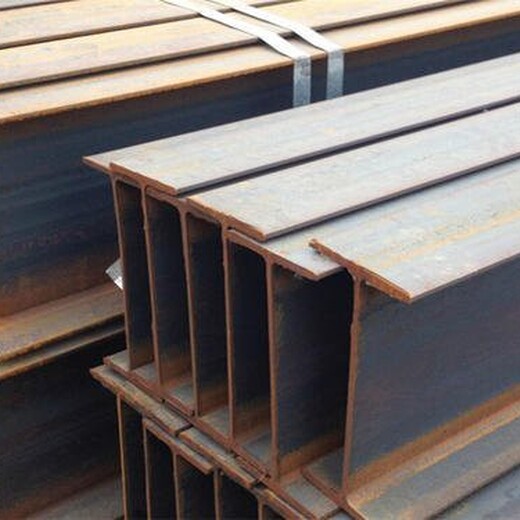
H型钢允许偏差根据不同规格型号确定,高度允许偏差±2.0~4.0mm;宽度允许偏差±2.0~3.0mm;厚度允许偏差±0.7~2.0mm;长度允许偏差+0~40mm。H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H...H型钢允许正负公差.H型钢允许 正负公差 展开展开全部 H型钢允许偏差根据不同规格型号确定,高度允许偏差±2.0~4.0mm;宽度允许偏差±2.0~3.0mm;厚度允许偏差±0.7~2.0mm;
H型钢是一种横断面物理性能较工字钢的经济实用横断面不锈钢板材,因其横断面的样子与英语字母“H”同样而而。热轧H型钢的梁端比工字钢宽、侧面弯曲刚度大、抗弯强度工作能力强。
H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用轧机尚不能对翼缘边端施以压下,这样就需要在机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。
H型钢可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易产品性能均匀、尺寸规格受限制等缺点。因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用轧机尚不能对翼缘边端施以压下,这样就需要在机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次(图2a),或者是令轧件通过由几架机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品轧机,又叫精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状(图2d)。
用轧机轧制H型钢,轧件断面可得到较均匀的延伸,翼缘内外侧轧辊表面的速度差较小,可减轻产品的内应力及外形上的缺陷。适当改变轧机的水平辊和立辊的压下量,便能获得不同规格的H型钢。轧机的轧辊外形,形状简单,寿命长,轧辊的消耗可大为减少。轧机轧制H型钢的大优点是: 同一尺寸系列只有腹板和翼缘的厚度尺寸是变化的,其余部位尺寸都是固定不变的。因此,同一孔型轧制的同一系列H型钢具有多种腹板和翼缘厚度尺寸规格,使H型钢规格数量大为增加,为使用者选择合适的尺寸规格带来的方便。
在无轧机的情况下,有时为了满足生产建设的急需,也可将普通二辊式轧机加装立辊框架,组成孔型轧制H型钢。用这种方式轧制H型钢,产品尺寸精度低,翼缘同腹板之间难成直角,成本高,规格少,轧制柱材用H型钢极为困难,故使用者不多。[2]
参考资料
1. 杨宗毅 主编.实用轧钢技术手册.:冶金工业出版社.1995.第20页.
2. 中国冶金百科全书总编辑会《金属塑性加工》卷编辑会,冶金工业出版社《中国冶金百科全书》编辑部 编.中国冶金百科全书·金属塑性加工.:冶金工业出版社.1999.第336-337页.
词条标签:
科技产品 , 科学 , 建筑 , 地点