关键词 |
Q355D镀锌工字钢,镀锌工字钢仓库,衢州镀锌工字钢,Q355D镀锌工字钢 |
面向地区 |
材质 |
Q345B |
|
厂家 |
济钢 |
规格 |
36 |
品名 |
工字钢 |
孔型占用辊身长度小,在辊身长度一定的条件下可多配孔型。 (2)斜轧孔型系统。这种孔型系统是指工字钢孔型的两个开口腿不同时处于腰部的同一侧,腰与水平轴线有一夹角。 (3)混合孔型系统。根据轧机和产品的特点,为充分发挥各自系统的优点,克服缺点,往往采用混合孔型系统,即两种以上系统的组合。如成品孔和成品前孔采用直腿斜轧孔型系统,其他孔型采用弯腿斜轧系统;或者粗轧孔采用直轧系统,后3~4个精轧孔采用直腿斜扎孔等。 (4)轧法。由于某种原因采用通常的轧制方法难以轧出要求的工字钢时,可采用轧法,充分利用不均匀变形和孔型设计的技巧。例如,当钢坯断面较窄而要求轧制较宽的工字钢时,可采用波浪式轧法;又如当坯料较宽而要求轧制较小号工字钢时,可采用负宽展轧制等。 工字型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主轴的惯性矩相差较大,故仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局
不同于普通工字钢的是H型钢的翼缘进行了加宽,而且内、外表面通常是平行的,这样可便于用高强度螺栓和其他构件连接。其尺寸构成合理,型号,便于设计选用。 在结构设计中选用工字钢应依据其力学性能,化学性能,可焊性能,结构尺寸等选择合理的工字钢进行使用。 折叠焊接工艺 H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。普通工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的轧制H型钢高度为800,超过了只能是焊接组合截面。 窄翼缘h型钢适用于梁或压弯构件,而宽翼缘h型钢和h型钢桩则适用于轴心受压构件或压弯构件。普通工字钢、轻型工字钢与HW、HN型钢相比,等重量前提下,w、 ix、 iy都不如H型钢
由钢板或型钢焊接或铆接而成。由于铆接费工费料,常以焊接为主。常用的焊接组合梁为由上、下翼缘板和腹板组成的工形截面和箱形截面,后者较费料,且制作工序较繁,但具有较大的抗弯刚度和抗扭刚度,适用于有侧向荷载和抗扭要求较高或梁高受到限制等情况。
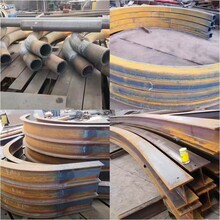
图2是一种型式的组合梁,由轧制工字钢经火焰切割后再错位焊接,焊接后梁高大于原工字钢(增加六角形孔高的一半),从而提高了梁的承载能力和抗弯刚度;由于腹板上有形似蜂窝的六角形孔,故名蜂窝梁。钢梁截面的大小都须经计算确定,并满足强度、整体稳定和刚度三个主要要求。前两个钢梁在使用中的安全,后者不会产生过大的变形以利正常使用。组合梁的截面尺寸除满足上述三项要求外,还满足各组成件的局部稳定要求。热轧型钢截面的厚度较大,局部稳定一般可以得到。
廊坊本地镀锌工字钢热销信息